喷头堵塞
在正常情况下,耗材将被推过加热器块,熔化,然后离开喷嘴作为打印物体的一部分沉积。但是,耗材可能会卡在系统中的某个位置并导致打印失败。以下是检查 3D 打印机是否卡住的区域列表。
1、热端温度
耗材需要一定的温度才能熔化和自由流动。
通常,喷嘴越热,耗材的粘度越低,流动越自由。将热端温度提高 5 至 10 度是尝试阻止耗材卡住的可行方法。
如果喷嘴温度太高,可能会使耗材“渗出”,从而对缩回等方面产生负面影响。
打印速度越快,喷嘴温度就越高,需要允许耗材及时熔化和流动。
2、第一层挤压
如果喷嘴对于第一层来说离床太近,则床会阻塞喷嘴的出口,从而可能堵塞耗材。
可以查看调平那一章节,看出距离过近的情况。如果您主要在打印开始时遇到堵塞,请尝试增加第一层的喷嘴和床之间的距离。
3、忘记关闭热端
尽量避免在打印机空闲时将喷嘴保持在打印温度。
这可能很容易发生,也许你加热喷嘴进行耗材交换,然后分心。随着时间的推移,喷嘴中的细丝会降解,变硬,然后堵塞喷嘴前端。这可能需要拆卸和清洁。
4、聚四氟乙烯管位置不对
热端可以是内衬或“全金属”。PTFE 管穿过热端中,进入喷嘴内部或硬卡在喷嘴的顶部。这种设计很普遍。
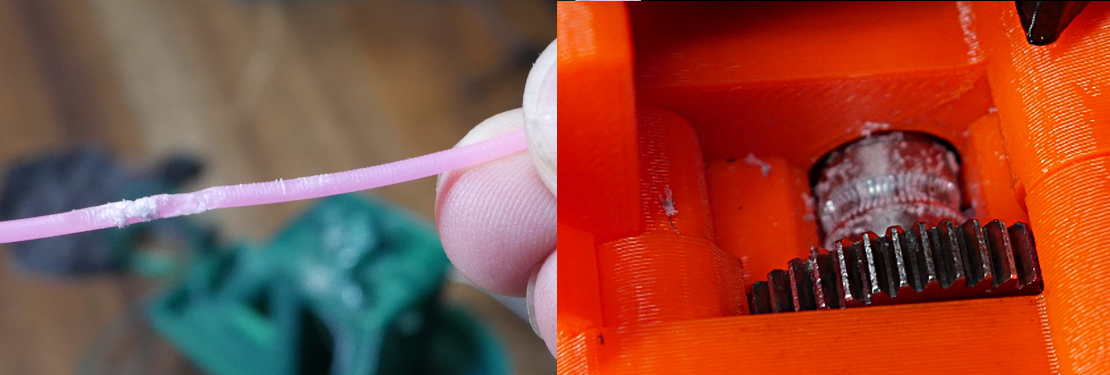
如果 PTFE 管和金属部件之间的系统中有孔隙,则耗材可以自由地膨胀到更宽的腔体中,并防止耗材在整个系统中移动。如下图所示,由此产生的耗材凸起导致卡住:

为了阻止这个问题,必须有一个高质量的卡套管接头,将 PTFE 管牢牢地固定到位。由于这些配件会随着时间的推移而退化.
Luke Hatfield 开发了一种简单但有效的修复方法来修改热端,使管子保持正确的位置。
如果访问不了 youtu,那么也可以看这边文章后的视频。

5、挤出机碎屑
滚齿齿轮有微小的齿来抓住细丝并将其推过热端。细丝无处可去,滚齿齿轮在细丝中切割沟槽,碎屑堵塞滚齿齿轮。通常,在解决其他地方的堵塞后,必须检查并清除此问题。拆卸后,备用牙刷是清洁滚齿齿轮的绝佳工具。
6、热端散热故障
打印机中本应保持冷却的区域慢慢加热到有问题的温度。
只有热端组件的特定部分保持足够的热度以完全熔化耗材。为了实现这一点,散热器通常安装在由风扇主动冷却的热断点上。这可以防止熔化区上方的耗材路径升温并过早软化或熔化耗材。
如果散热器冷却风扇出现故障,可能会软化耗材并导致卡纸。由于很难诊断出有故障的风扇,因此将其更换为良好的设备可能更容易。
改用更舒适的静音散热器风扇可能会有风险,因为它们通常产生较少的气流,因此散热器冷却较少。
7、过度缩回
这是非常罕见的,但是如果在切片机中设置的缩回距离太高,则细丝可能会被拉出喷嘴的距离,以至于熔融部分拉入冷却区,当它粘附在壁上时会固化,堵塞系统。
8、挤出机步进电流过低
只有在检查并消除上述更常见的原因后,才应检查这一点。增加挤出机步进电机的电流,从而增加可用的扭矩将增加系统将耗材推出喷嘴的能力。如果其他一切正常,这可能正是使打印机可靠所需要的。但是,如果其他地方存在阻塞或问题,则此步骤充其量只能掩盖问题,或者最坏的情况会加剧问题。
9、不兼容的线性推进
使用不兼容的驱动程序实现线性推进
一些步进电机驱动器在线性/压力推进方面表现不佳。如果您启用线性推进,发现挤出机步进电机在打印早期停止转动,没有错误消息,这可能是您的问题,您将不得不禁用该功能。
10、参考资料
堵头的最主要原因是特氟龙管没有弄好。