- 1、重要性
- 2、调平
- 2.1 百分表调平
- 2.2 手工调平
- 2.3 自动调平
- 3、检验效果-推荐方案 2
- 3.1 打开 stl
- 3.2 复制到四周
- 3.3 打印并查看效果
- 4、检验效果-方案 2
- 4.1 添加模型
- 4.2 放大尺寸
- 4.3 切片打印
调平校准
确保打印机底座水平并与喷嘴保持适当的距离。在使用自动调平的情况下,检查补偿是否有效以及 Z 偏移是否设置正确。这将导致第一层具有正确的“挤压”量,这意味着良好的附着力,并大大增加打印成功的机会。
第一次安装打印机。重新调整框架、热床、喷嘴等。
A4纸、本页面上的gocode代码
测试需要15分钟,这一步还是比较重要的
1、重要性
调平是 3D 打印成功的重要组成部分,并且可能是新用户打印失败的首要原因。
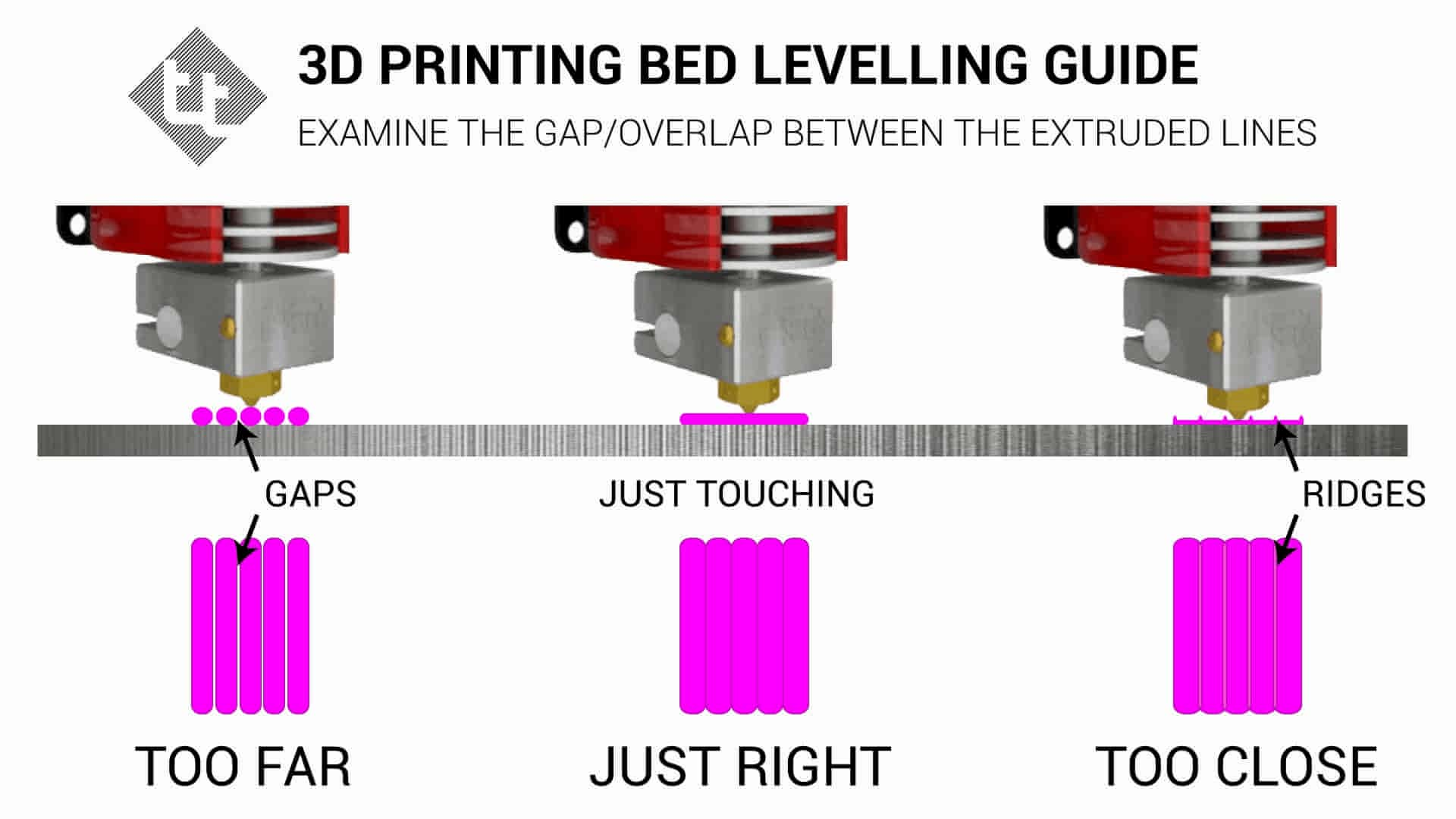
热床和喷嘴之间的垂直距离需要正确,第一层才能正确打印。
如果这个距离太远,耗材将无法充分压入床中,甚至可能在半空中打印,并且打印件会从床上脱落并失败。
如果喷嘴太靠近,将没有足够的空间让挤出的长丝形成正确的形状,它会被迫向外挤压。在少数情况下,挤出的线会比正常的宽并产生大象脚。同时这样的痕迹可能很难从床上去除。
如果喷嘴太靠近,在极端情况下,长丝将无法离开喷嘴,可能会堵塞挤出机/热端。
对于 0.25 mm 喷嘴,我们建议使用**“0.15 mm 质量”**打印设置。
对于 0.6 毫米喷嘴,我们建议使用**“0.3 毫米质量”**打印设置。
对于 0.8 mm 喷嘴,我们建议使用**“0.4 mm 质量”**打印设置。
您可以在 PrusaSlicer 中轻松创建一个矩形,方法是右键单击空的构建板并选择“添加形状 - >框”。然后将其缩放到 0.2-0.4 毫米高,具体取决于您要校准的喷嘴。你想要一个只有一层厚的盒子。
该图像描绘了 0.4 毫米喷嘴的第一层。这条线的宽度几乎是所描绘宽度的一半。
2、调平
2.1 百分表调平
60 元买个百分表做自动调平,从下面的视频上来看,效果非常不错。 视频里面如果统计出各个点位偏差并导出到图表,以及热力图不知道怎么做出来的?
2.2 手工调平
① 回到原点
检查喷嘴是否有残余的耗材,如果有,就加热喷嘴,然后擦擦喷嘴
确保 z 轴的限位开关在合适的位置。 然后回到原点。
检查喷嘴与热床的距离,如果距离过大或者过紧,那么调整限位开关的上下距离。
② 精调距离
用一张 A4 纸进行调平,有摩擦感就行。
热床下的螺母进行调整:
- 顺时针转动,表示减少距离
- 逆时针转动,表示要松一点,喷头离热床太近了。
拿一张 A4 纸进行调平,但是怎么能调的更快呢?
- 网上有人说,先把打印头顶住热床,然后倒转 45%就可以了。
2.3 自动调平
现在省略。新手可以刚开始尝试手工调平。今后熟练了,再使用自动调平。
3、检验效果-推荐方案 2
推荐用这个方案。因为 calibration shapes 方案中的小方块太小,看不出效果。 这个方案的方块大,效果容易辨别。
3.1 打开 stl
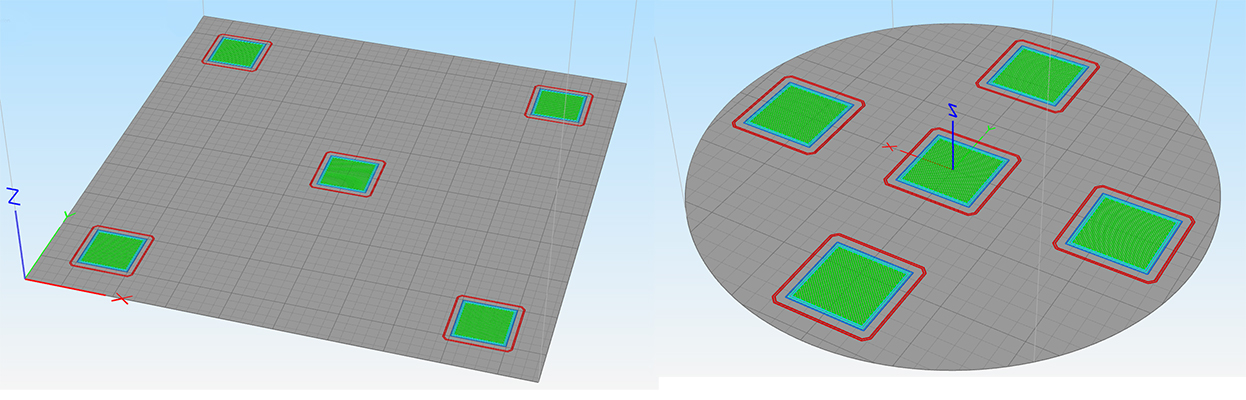
3.2 复制到四周
通过复制来生成四周的效果。
3.3 打印并查看效果
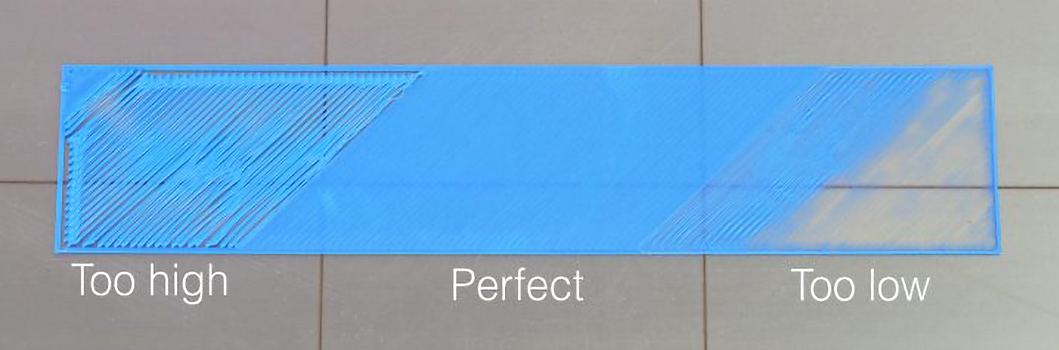
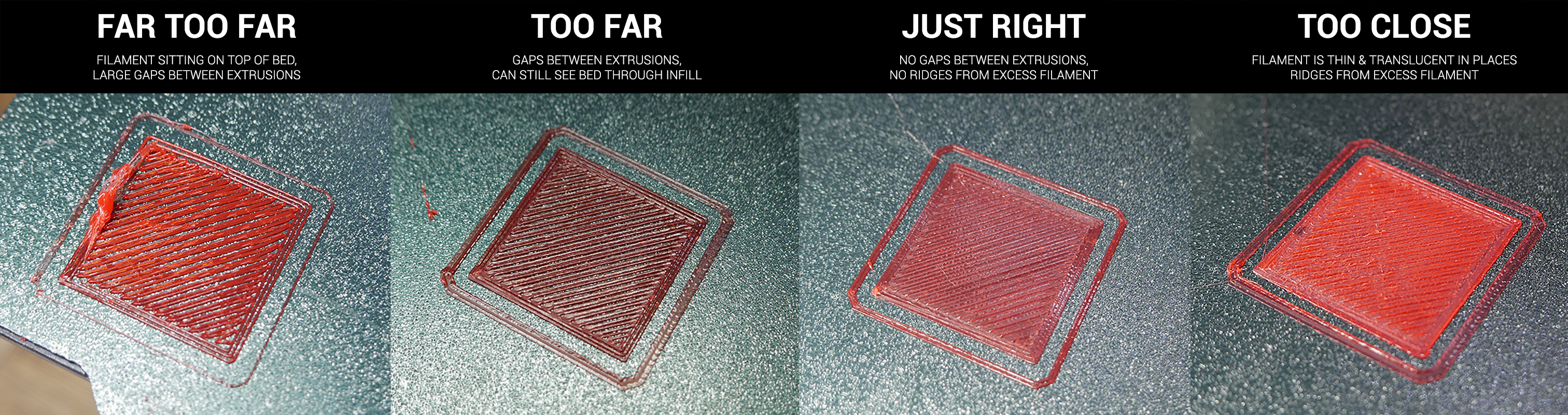
打印并查看效果。什么是好的调平
- 用手摸顶面,感到光滑。
- 没有喷嘴剐蹭到打印件上面的情况。
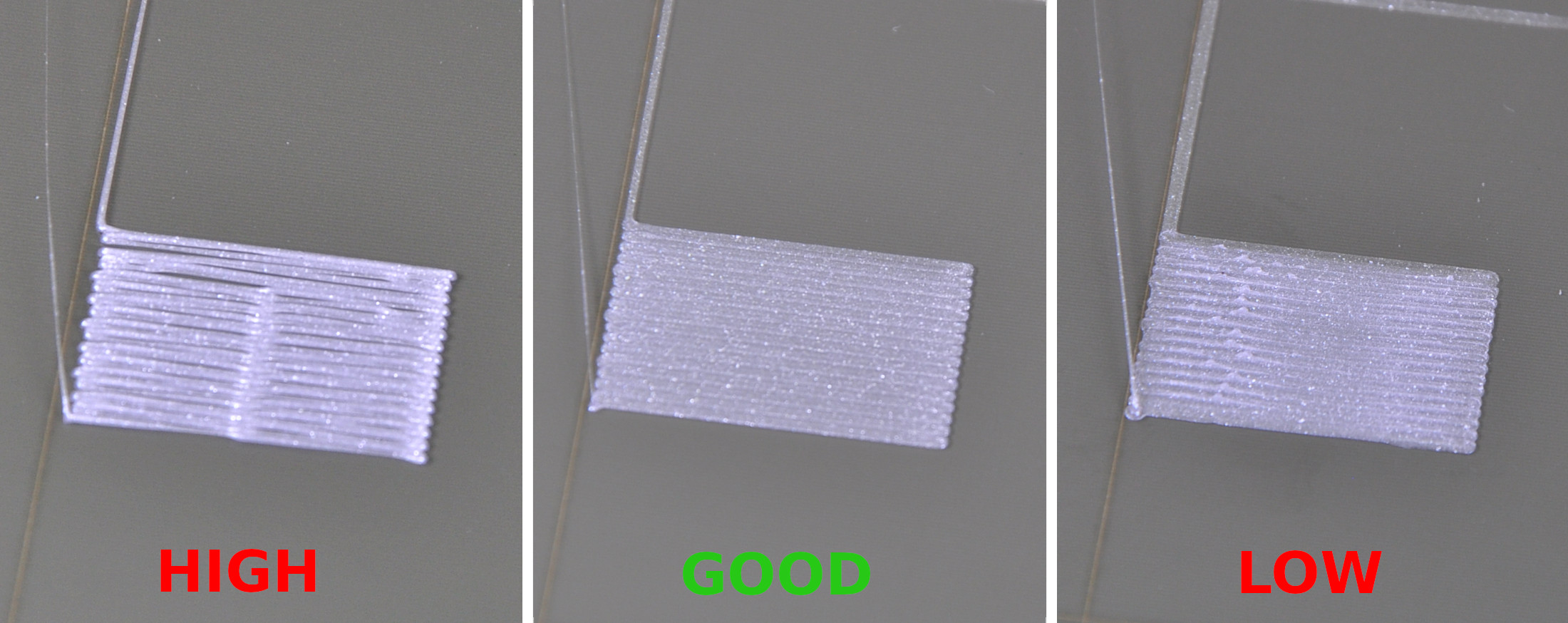
- 查看距离
- 下图和参考图片可用于确定您的第一层是否离喷嘴太近或太远。参考图像非常大以帮助清晰,点击它以最大尺寸查看。
- 如果一侧看起来太近,而另一侧太远,请调整水平旋钮以纠正此问题。在进行调整以确保结果准确且可重复之后,值得多次打印此 gcode。
4、检验效果-方案 2
可以打印出一层看看调平的效果,然后感觉实际打印出来的效果,就知道 A4 摩擦什么程度更好。
将此测试放在其他测试之前,因为假设您的第一层必须合理才能使后面的测试成功。然而,在某些情况下,如果您的流动、回缩等偏离正常,它可能会阻止您的第一层正确粘贴,您可能希望先尝试这些其他测试。
本方案:使用了 cura 的插件 calibration shapes 来检验效果。
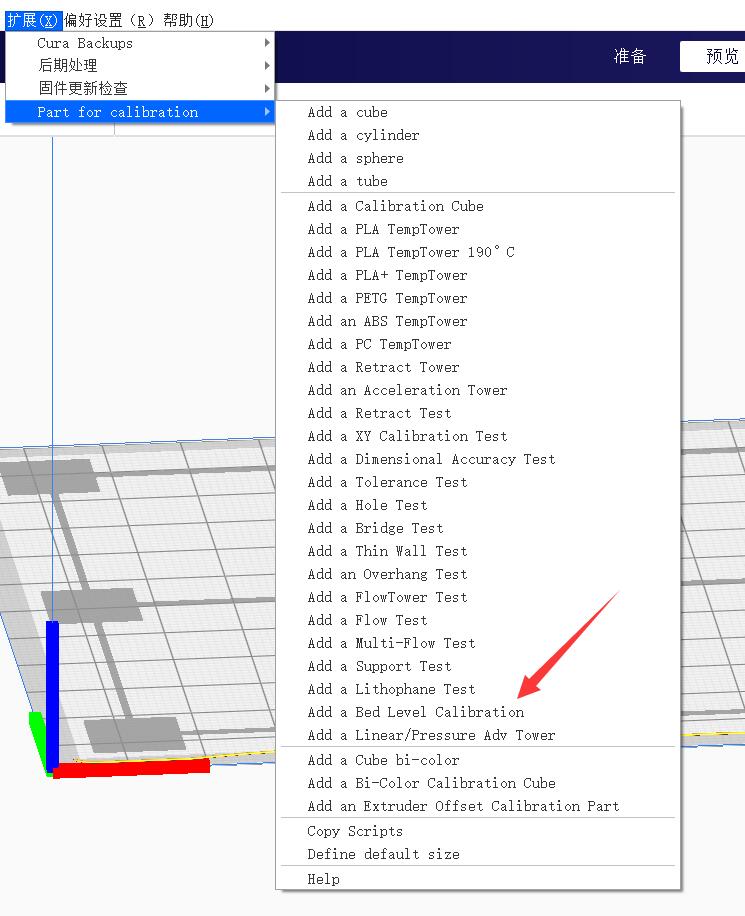
4.1 添加模型
添加:a Bed Level Calibration
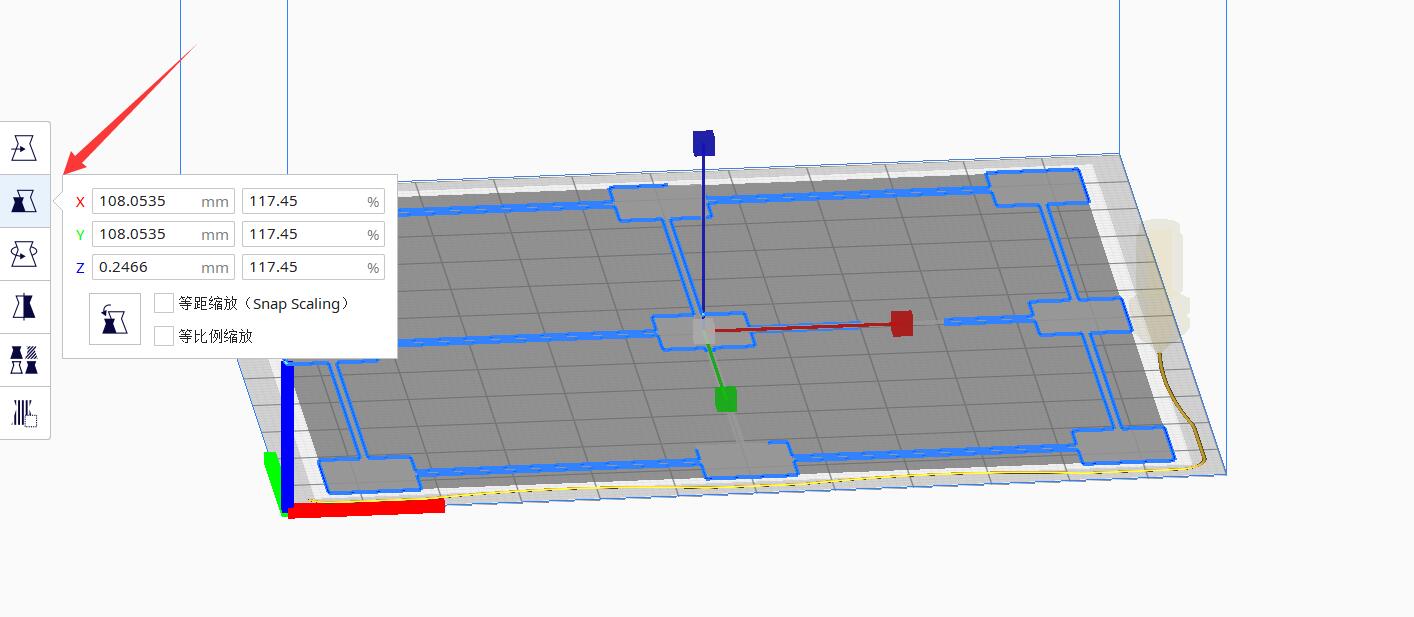
4.2 放大尺寸
通过放缩,让这些方块移动到热床的边缘
4.3 切片打印
按照自己的打印机,生成了 gcode 文件
打印时间大概 10 分钟
打印完毕后查看效果。