切片软件流量校准
本次测试也成为基线测试,今后如果做了其他的调整,可以以次为基线,进行对比测试。
目的:
针对不同的切片软件,确定3D打印机挤出的正确数量的耗材。
何时操作:
基础校准,以及挤出机/喷嘴发生变化。您可能希望在调整线性推进后重新进行校准。
所需工具:
切片软件cura,游标卡尺
补充说明:
测试需要20分钟,这一步还是比较重要的
提示
我们将 E=steps 校准正确后,现在将校准切片软件。每个切片软件都有一个设置,来控制打印机耗材的挤出量。如果流量增加,更多的耗材被挤出,如果流量降低,挤出的耗材将减少。
在 Simplify3D 和 PrusaSlicer 中,这称为Extrusion Multiplier。Cura 称之为Flow。
1、打印薄壁立方体
校准正确流量的方法是打印一个具有指定壁厚的空心单壁立方体,然后测量壁的实际厚度并调整切片机中的流量以适应。
这里通过打印一个单壁立方体来进行测试。 有人会问,为什么不打印一个多壁立方体呢? 例如挤出宽度 0.4mm,向打印两圈,那么测量壁厚为 0.8 可以不? 但是这样会引入跟多的变量,例如周边重叠的数量,可以会影响测试结果。
这就是为什么我个人更喜欢单壁立方体。
具体步骤如下:
| 1.导入 STL | cube.stl |
|---|---|
| 2.关闭填充 | 填充 > 填充密度:0% |
| 3.关闭顶层 | 外壳 > 顶部/底部厚度 > 顶层厚度 > 顶部层数:0 |
| 4. 确保壁厚为已知值。 在此处替换您喜欢的任何值。 此示例使用0.5 | 外壳 > 壁厚:0.5 实际是0.8不能修改,这里是能是假设成喷嘴厚度 |
| 5.设置外壁厚度为单挤压 | 外壳 > 壁厚 > 壁走线次数:1 |
| 6. 将流量设置为默认值:1.0 / 100% | 材料 > 流量:100 & 材料 > 起始层流量:100(第一层流量) |
| 7.生成 gcode | 0.5-pla-hot-0.25-cube.gcode |
| 8. 预期结果: | 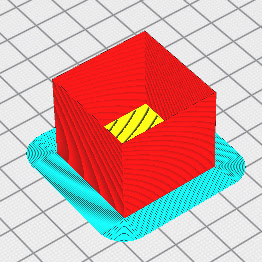 |
特别说明:
- 其他一些因素可能会影响结果的准确性。
- 有些打印机会减慢进给速度并改变壁厚。有些会因为冷却系统不足,外壁非常热并变形。
- 为了克服这个问题,您可以放大立方体的 X 和 Y 维度。壁厚不会因这种比例变化而改变,测试有效。
2、测量外壁厚度
使用数字/游标卡尺测量空心立方体的外壁厚度。在多个位置/侧面进行测量并取平均值。

如果您的测量值明显偏离,则可以使用以下计算器来计算新的流量:
3、计算流量并调整
流量校正计算器
计算结果
原理说明
您的新流量应为 83.33% ,建议在切片软件中进行设置。
也可以通过M221来进行设置(不建议这么做,因为不能通过M500保存到 EEPROM,这样是一个临时设置)
也可以通过M221来进行设置(不建议这么做,因为不能通过M500保存到 EEPROM,这样是一个临时设置)
M221 S83.33
重要的提示
- 实践比理论计算更重要。执行此校准后,请根据您实际看到的情况将流速调高或调低。
- 例如 打印一下立方体
- 例如上面打印的作品,显示出明显的挤压不足迹象。顶部填充物以及周边和填充物之间存在间隙。不管校准程序如何确定,该切片机/打印机组合的流速都需要增加。
