校准加速度
在打印速度和质量之间找到正确的折衷方案,特别是与重影等表面伪影有关。
初始校准,当运动系统发生重大变化时(例如,较重的床,远程挤出机更换成进程挤出机。)。
本页面上的gocode代码
可选步骤,仅适用于特定场景
1、背景说明
我们在切片机中设置进给速度或移动速度,但打印机不会立即达到这些速度。
就像汽车一样,它需要时间来加速。如果移动的距离很短,它甚至可能来不及达到规定的速度。这可以通过 Prusa 网站上提供的方便的加速度计算器来确定。
作为加速的补充,我们有 jerk,在新版本的 Marlin 中被交叉点偏差所取代。这些设置有所不同,但两者本质上都负责确保打印机不会在每次移动之间完全停止,而是根据下一个“拐角”的角度减速适当的量。
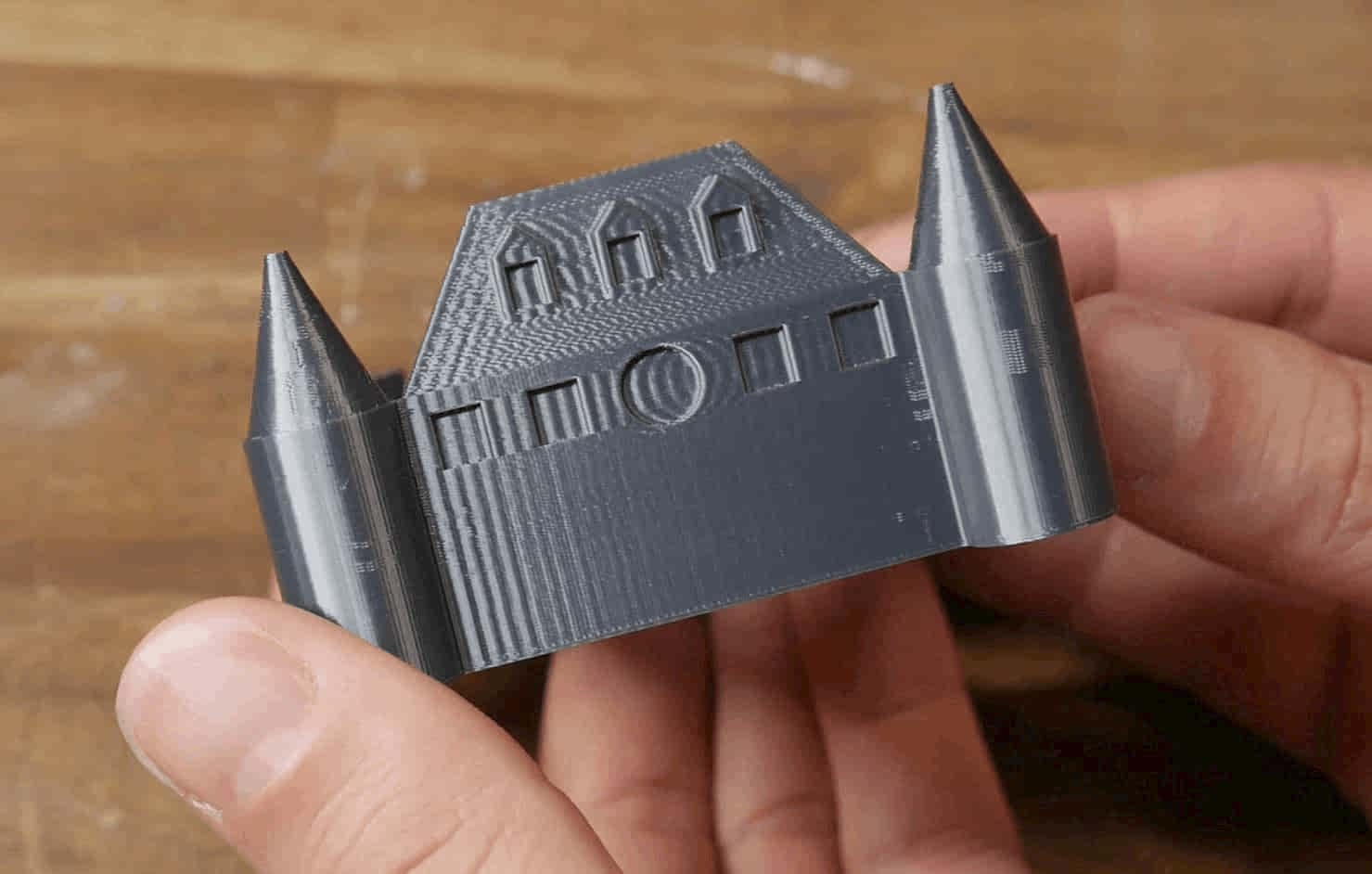
我们将使用另一个塔调整这两个参数。目的是在不引起过度振铃/重影的情况下获得相当快的打印时间。下面是一个不良重影的例子。由于打印机组件的振动,模型的特征在表面上重复出现:
我之前就这个主题制作了详细的视频指南,并附有许多解释这些概念的图表。此处描述的调整过程将在此处通过更易于使用的计算器和自定义 gcode 生成器进行改进。
经验法则
更高的加速度和抖动将导致更快的打印时间,因为打印机更快地达到最高速度并在转弯时保持更高的速度。这对打印机来说更难,并且可能会导致组件寿命缩短和需要更多的定期维护。它还引入了更多的表面缺陷,例如振铃/重影。
较低的加速度和急动将导致较慢的打印时间,因为打印机会逐渐达到最高速度并以较低的速度转弯。这在打印机上更容易,可能会延长组件的使用寿命并且减少定期维护的需要。它减少了诸如振铃/重影之类的表面伪影,除非它过于保守,在这种情况下,它可能会在角落引入凸起。
2、操作步骤
2.1 计算最大进给率
这是一个简化的测试,它不如使用Speed/Max flow 选项卡上的 gcode 生成器准确。如果您想查看它,可以在此处切换可见性。
2.2 调整加速度
我们现在将制作一个加速塔,以便在一次打印中方便地测试背靠背设置。如果你想自己切片模型,这里是 STL:accelerationtower.stl。它应该用一个正常的底部切片,但是是空心的,没有顶层,只有 2 个周长。