- 1、校验方案
- 1.1 下载 stl 并切片
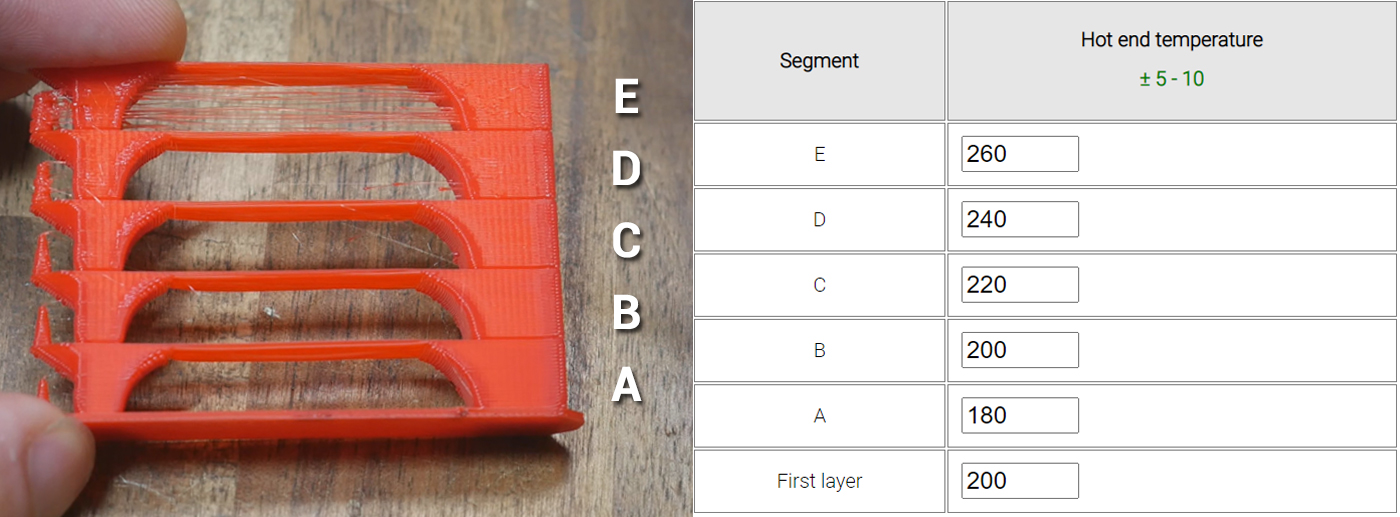
- 1.2 设置每阶段温度
- 1.3 判断适合的温度
- 2、其他校验方案
- 2.1 使用 cura 设置温度
- 2.2 使用 calibrition shape 模型
- 3、温度塔原理
- 3.1 如何找到间隔层?
- 3.2 其他工具的做法
- 4、参考视频
调试温度塔
为不同耗材设置喷嘴理想的温度
第一次组装、更换喷嘴或者不同型号的耗材时。
本页面提供的打印文件
测试需要40分钟,这个还是比较重要的。
针对一些入门级的打印机,可以忽略这一步。
对于这个校准,我们只关心热端的温度,而不是床。床温需要与任何给定的耗材相匹配,一旦找到合适的值,您通常会坚持使 用它。
- 较高喷嘴温度的影响
- 产生更结实的零件,尤其是层间粘合力。
- 零件表面可能更亮。
- 耗材会更柔软,因此渗出和拉丝可能会增加,并且可能会丢失一些表面细节,尤其是在悬垂处。
- 热端温度过高可能会损坏组件的零件,例如内部 PTFE 管。
- 较低的喷嘴温度的影响
- 导致较弱的零件,尤其是层间粘合力。
- 零件表面可能较暗。
- 耗材将更坚固,因此可以减少渗出和拉丝,并具有良好的表面细节,尤其是在悬垂处。
- 会导致热端堵塞。
- 温度调整和回缩调整相互关联,两者的调整先后顺序没有关系,但是可能需要来回调整以达到理想结果。所以有人将这两个测试放在同一个温度塔进行。
1、校验方案
1.1 下载 stl 并切片
下载temperaturetowerv2.stl软件,并使用 cure 进行切片。 下面默认的是用 0.5 喷嘴,0.25 层高进行切片。
1.2 设置每阶段温度
设置温度塔各个部分温度的方法有很多,可以通过cura后期脚本来生成,也可以自己写程序来实现,我就写了下面的一个程序。
可以用 cure 将temperaturetowerv2.stl切片生成 gocode 文件,并上传到下面工具中来生成温度塔工具。如果你用的是 0.5mm 的喷头,按照 0.25 层高,可以按照下面默认的层数来设置温度。
| 参考模型 |
|---|
 |
| 部分 | 温度 | 开始层编号 |
|---|---|---|
| E | ||
| D | ||
| C | ||
| B | ||
| A | ||
| 第一层 |
如果是0.5mm喷嘴、0.25mm层高进行切片,就不建议修改层编号,因为默认的就是这种切片的数据,A从第4层开始,每32层后,进入下一部分测试。
今后优化的内容
- 追加回抽,避免每个阶段因为温度调整,造成拖丝。
- 按照打印到多高 mm 来设置温度,而不是按照层数设置温度,这样就不用管不同层高切出的模型了。
- 可以修改除了 cura 以外切片软件的 gcode 文件。
1.3 判断适合的温度
看看那个部分最丝滑,然后用手掰一下,看看粘连的程度。然后选择一个最合适的温度。
2、其他校验方案
如果你觉得上面的校验方案不满意,可以使用其他方案来做温度塔实验。 现在都是使用其他人的模型来做温度塔,其实如果今后有时间的话,自己可以设置模型来测试温度塔。
2.1 使用 cura 设置温度
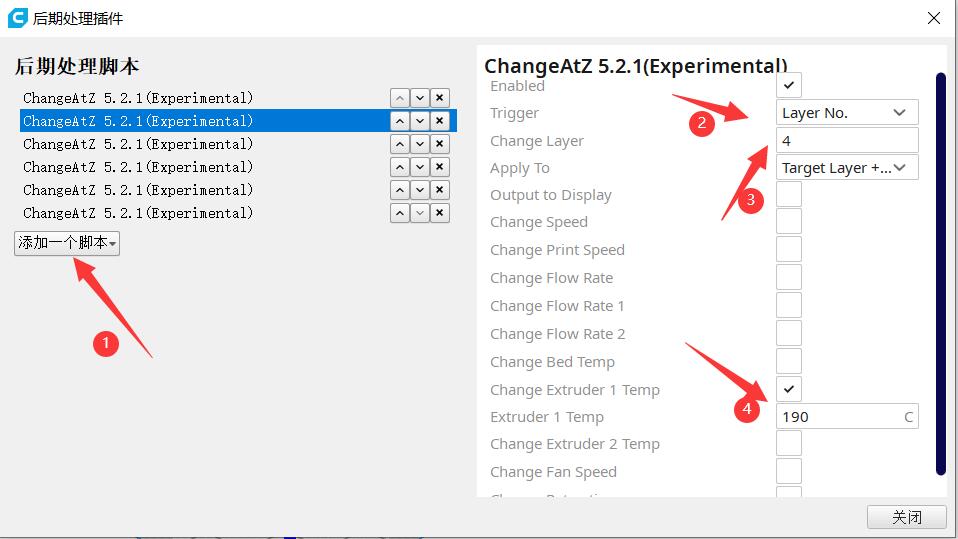
- 在后期脚本中进行设置。
- 添加一个脚本:changeAtz
- 选择层号
- 选择从第几层开始,后面的层都继承
- 选择修改挤出机的温度,并指定温度。
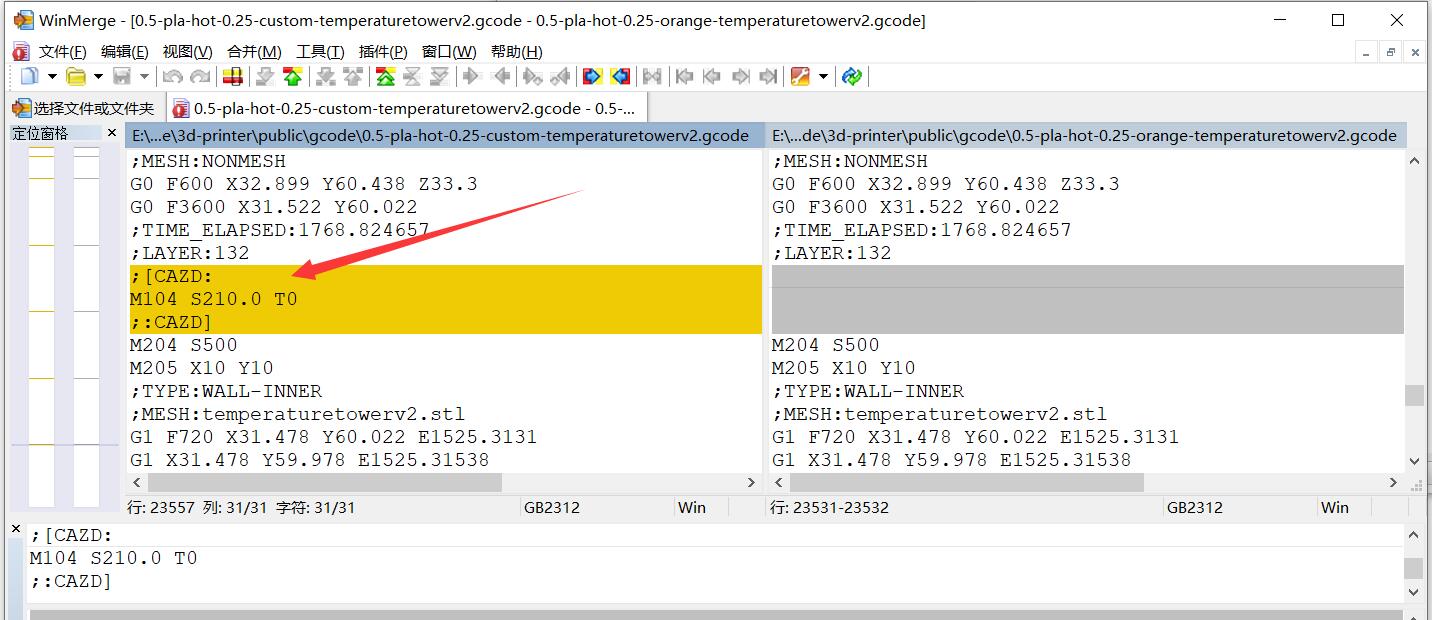
生成的 gecode 可以跟没有添加脚本的做对比。
使用 cura 的问题:
- 添加比较麻烦,次数过多。
- 后期处理脚本,在每个模型都使用,如果要使用新模型,就要删除。
- 不能添加自己的其他脚本。例如回抽。
2.2 使用 calibrition shape 模型
添加模型
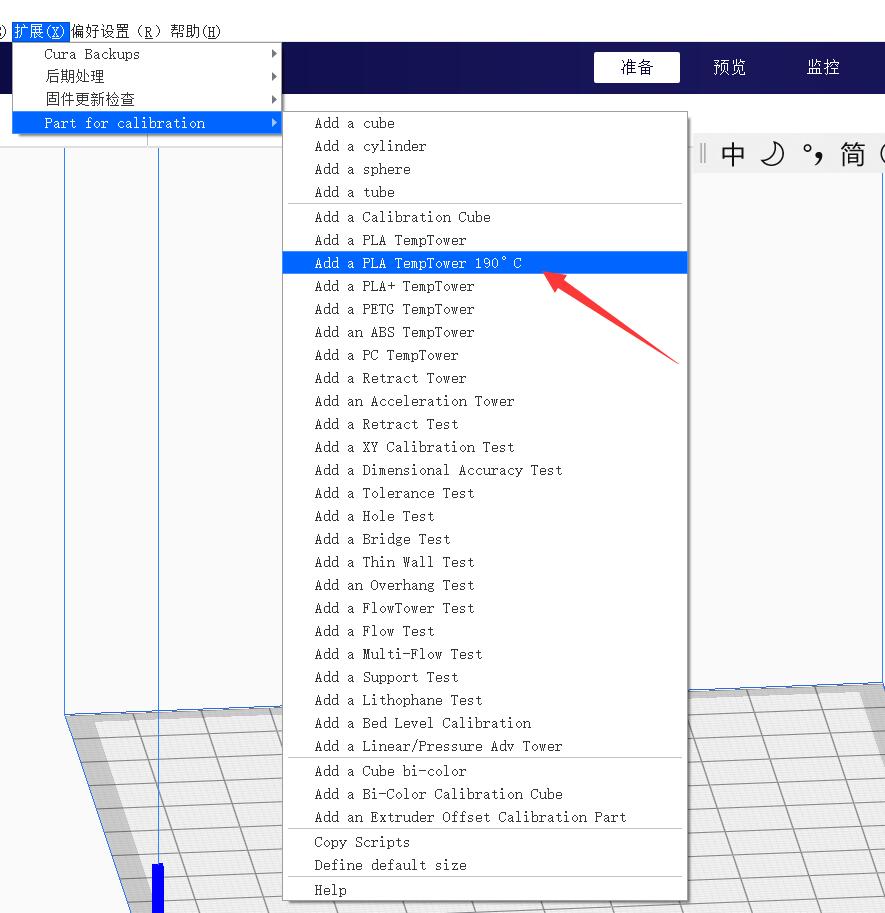
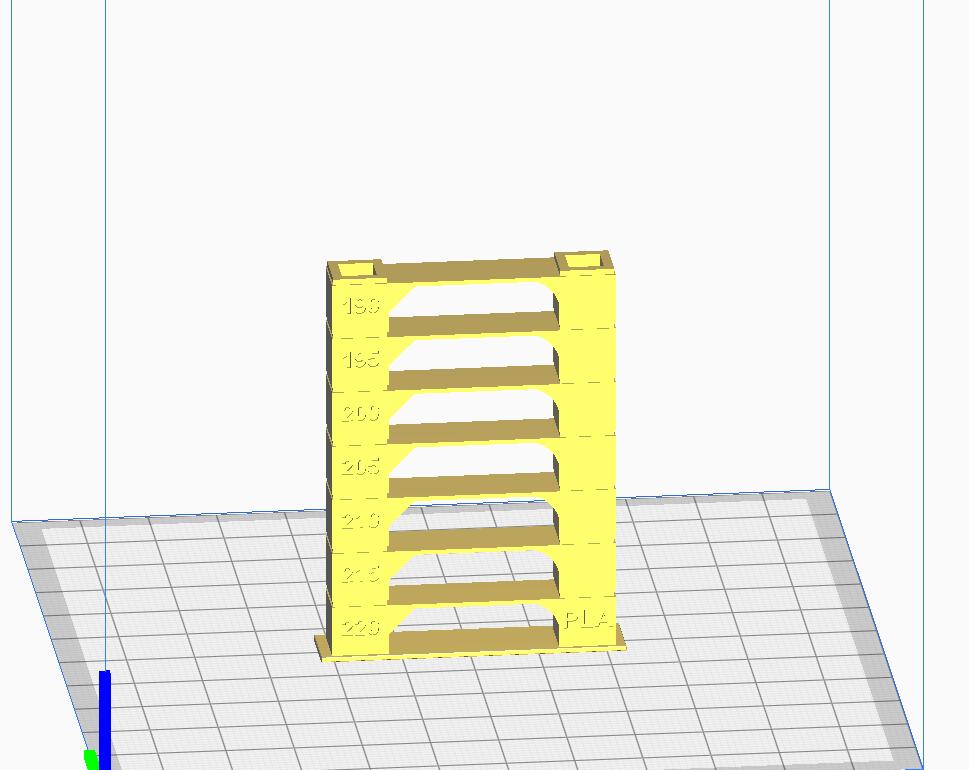
出现的型状如下:
然后使用 2.1 进行温度设置。
3、温度塔原理
以下表格将创建一个温度塔,有五个段可以改变温度。通常,最低温度将在打印开始时(A 段),而在打印顶部(E 段)升高到最高温度。
设置最高温度与最低温度,不能超过打印机可以承受的最低热端温度和最高热端温度,以确保安全。
这里有一个复杂的模型,STL:temperaturetowerv2.stl。打印时间更短,悬垂变化更多,每个子阶段都有一个窄金字塔,可以尝试折断以测试层附着力。
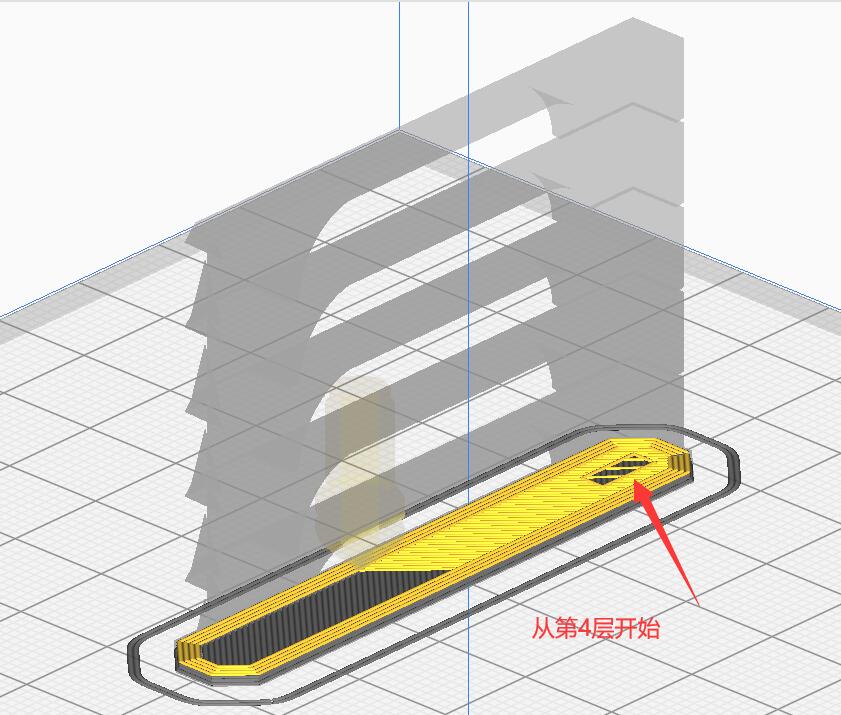
3.1 如何找到间隔层?
在 cura 中可以看到切片过程。这里假设按照 0.25 进行切片。一共切了 163 层。找到如下的规律:
- 每个阶段的最后一层是一个平铺层。只有一层。
- 每个阶段的开始层是一个平铺层,这个平铺层有一个小方块。
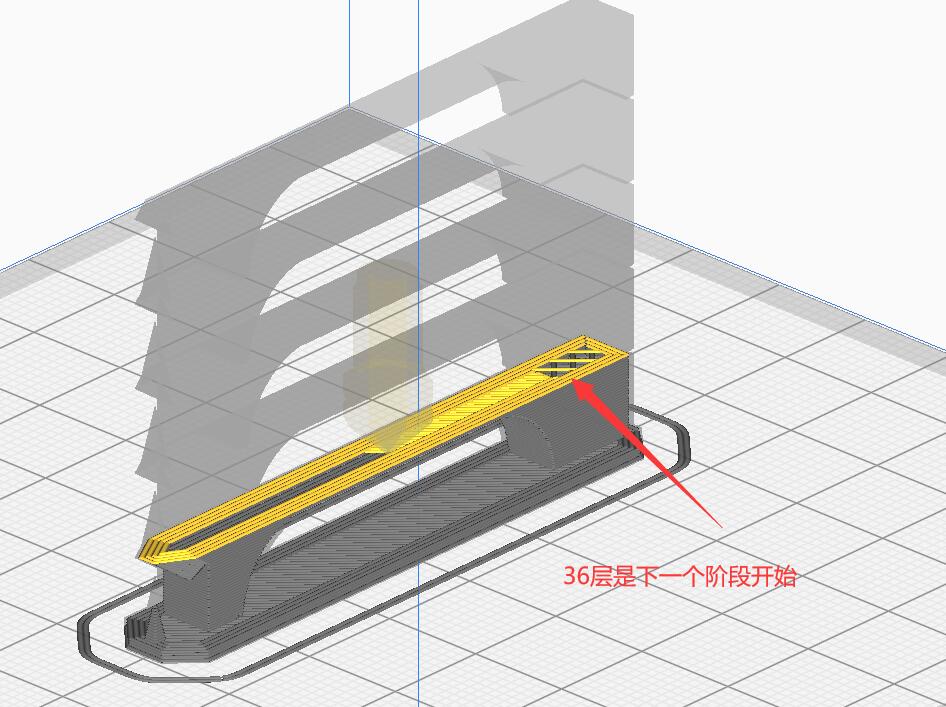
- 每个阶段间隔了 32 层。
- A 层从 4 层开始 :190°
- B 层从 36 层开始 :195°
- C 层从 68 层开始 :200°
- D 层从 100 层开始 :205°
- E 层从 132 层开始 :210°
- E 层从 163 层结束
3.2 其他工具的做法
可以在这个网站导出 gcode,并观察出 gcode 的规律。
每层结束前做了回抽,然后又重置了回抽
G1 E-5 F2400 ; custom retraction;layer 200, Z = 40.000;fan200;G1 Z40.000 F1200G1 X86.500 Y58.500 F6000G1 E0 F2400 ; custom un-retraction/prime
通过M104 S196设置温度,每层温度偏差是 5 度。
G92 E0.0000G1 E-5 F2400 ; custom retractionM104 S191 T0 ; custom hot end temp - AM106 S255; custom fan 100% from layer 2G1 Z0.400 F1200G1 X86.379 Y56.500 F6000G1 E0 F2400 ; custom un-retraction/primeG92 E0.0000G92 E0.0000G1 E-5 F2400 ; custom retractionM104 S196 T0 ; custom hot end temp - B;layer 46, Z = 9.200;fan46;G1 Z9.200 F1200G1 X86.100 Y58.900 F6000G1 E0 F2400 ; custom un-retraction/primeG92 E0.0000
4、参考视频
视频
- 3d 打印校准 1 打印温度塔最简单的温度塔打印教程
- 看是否可以轻松掰开,如果可以就将风扇调低,这样会导致温度上升,提高粘合度。
- 3D 打印新手必学技能:调平、温度塔、回抽塔、打印质量测试、精度校准等