- 1、回抽校准(基本)
- 1.1 测试回抽距离
- 1.2 测试回抽速度
- 2、校准回抽(高级)
- 2.1 切片
- 2.2 添加回抽代码
- 2.3 检查打印件
- 3、原理说明
- 3.1 拉丝的原因
- 3.2 回抽的相关参数
- 4、 代码分析
- 4.1 cura 切片分析
- 4.2 RetractTower.py 代码分析
- 4.2 teachingtechYT 代码解析
调试回抽
主要是为了校准回抽相关的参数:回抽距离、回抽速度、额外填充距离、额外填充速度、Z轴抬起距离
在尝试新类型、品牌的耗材时,更换热端或挤出机时进行初始校准。
本页面提供的Gcode 生成器
测试需要40分钟,这个还是比较重要的
针对一些入门级的打印机,可以忽略这一步。
1、回抽校准(基本)
本节使用Calibration Shapes 首页测试回抽,因为使用这个最简单,只校准距离与速度两个参数。
我现在使用的机器是 0.5mm 喷嘴,0.25mm 切片。默认回抽参数是:
- 回抽距离:4mm
- 回抽速度:45mm/s
切片,观察本次次测试大概 24 到 30 分钟。同时得到每部分大概的层数:
- 1 部分:4-32
- 2 部分:33-62
- 3 部分:63-93
- 4 部分:94-124
- 5 部分:125-152
这个模型比较奇怪,但是可以设置在层高 2.5mm 情况下,每部分间隔是 29。
1.1 测试回抽距离
大概需要 60 分钟,如果测试两种情况的话。
由于我的打印机是近端挤出,近端挤出推荐是 1mm 回抽。所以我设置从 1mm 回抽开始,测试这个打印机推荐的 4mm 回抽是否合理。如果是远程挤出的打印机,可以从 5mm 基数进行测试。
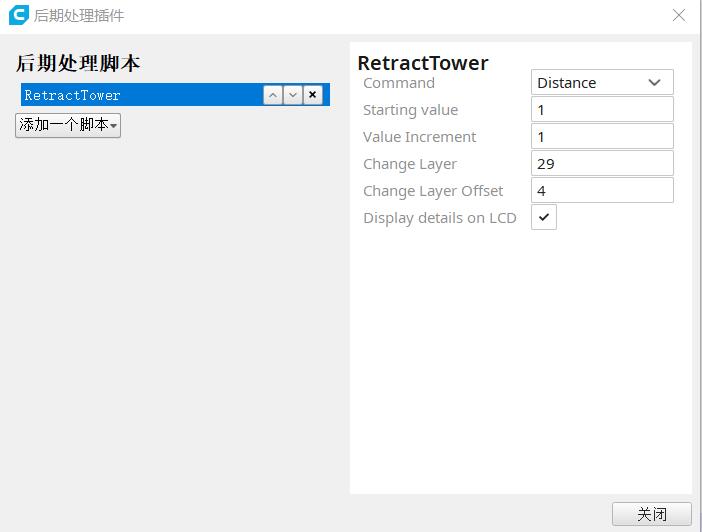
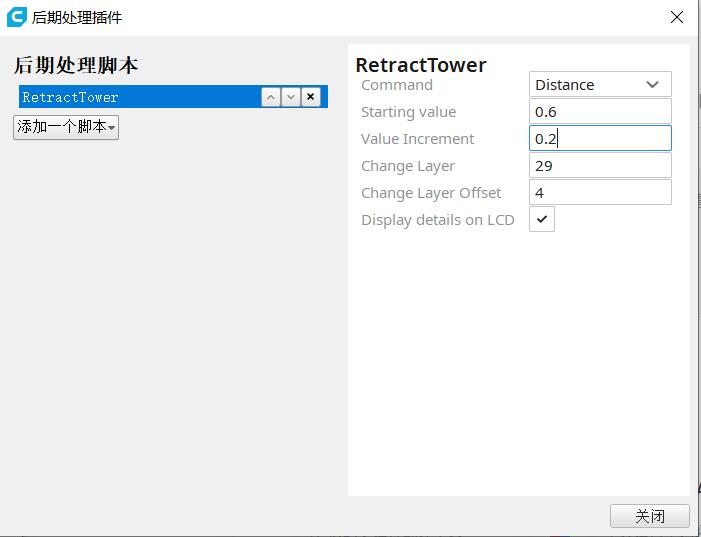
也有人推荐使用:近程挤出机,回缩距离从 0.4 到 1.4 毫米不等,增量为 0.2 毫米。
如果按照这个,那么要按照下面的设置来进行计算:
观察打印过程,如果在外层出现斑点,打印机可能打印出了过多的耗材。可以通过调试额外填充距离来解决这个问题。
1.2 测试回抽速度
大概需要 30 分钟。
在测试回抽距离完美的情况下,测试回抽速度。当前默认的回抽速度是 45mm/s,按照+-5 来进行测试。:35 40 45 50 55
这里F2100 是 2100/60 = 35mm/s 速度G1 F2100 E154.53188
打印完毕后,看看打印件,那个效果最好。
2、校准回抽(高级)
上面只校准了关键的参数。本节可以校准更复杂的参数。
- 回抽距离
- 回抽速度
- 回抽装填速度
- 回抽额外装填量
- 回抽 z 轴抬起距离
2.1 切片
使用 cura 对retractiontestv2.stl进行切片,生成 gcode 文件,然后使用下面的工具进行操作。
2.2 添加回抽代码
2.3 检查打印件
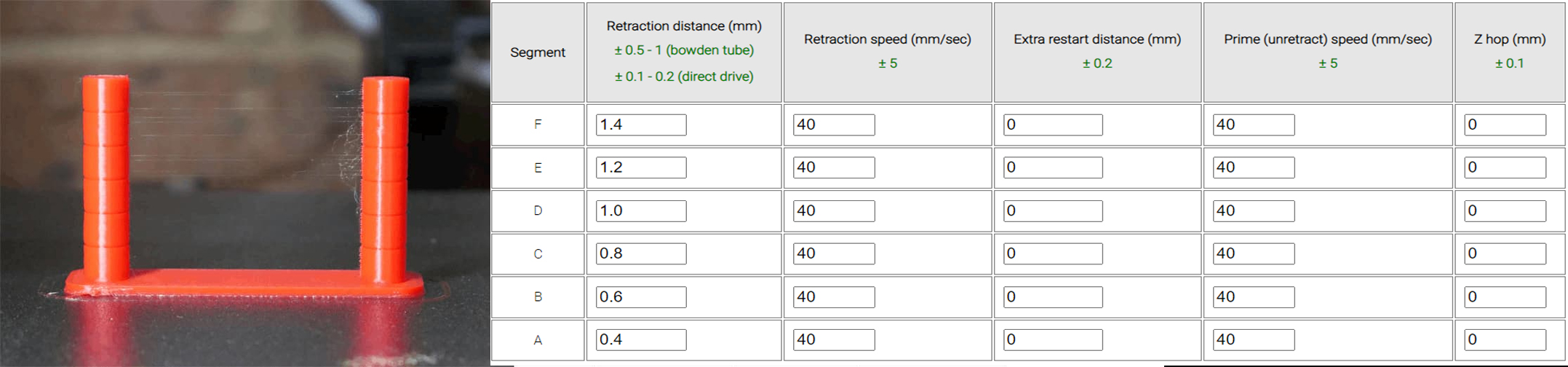
下面举例对于进、近程挤出机,回缩距离从 0.4 到 1.4 毫米不等,增量为 0.2 毫米。段 A 和 B 的拉弦最少。基于此,我假设 0.4 - 0.6 的缩回距离最适合这台打印机。
接下来,可以固定回收距离,然后通过改变回收速度来进行测试。
然后可以按照回抽额外装填量与 Z 轴提升速度进行测试。
3、原理说明
3.1 拉丝的原因
FDM 的工作原理是熔化塑料细丝并一次精确地挤出一层以构建 3D 几何图形。就其性质而言,即使没有被挤出机推动,塑料也会继续从喷嘴中渗出和滴落。
为了解决这个问题,我们的切片机使用回缩,将细丝从热端抽出,减轻压力并最大限度地减少渗出。当适当调整时,这具有消除拉线的效果,即模型两点之间不需要的塑料渗出。
下图中可以看到拉丝的示例。它看起来像蜘蛛网:

特别说明:
- 温度调整和回缩调整相互关联。您可以按任意顺序进行操作,并且可能需要来回调整以达到理想结果。较高的喷嘴温度将促进更多的渗出和拉丝,而较低的温度将减少渗出和拉丝。
- 有没有在同一个模型中,把温度与回抽全部测试出来呢?
3.2 回抽的相关参数
除了喷嘴温度,我们还将调整与回抽相关的五个参数。表格中列出了 cura 中的设置位置(其他切片软件今后补充)。到目前为止,最重要的是缩回距离。
| 回抽参数 | 说明 | 我的默认值 |
|---|---|---|
| 回抽距离 | 耗材被拉扯的距离,mm | 4 |
| 回抽速度 | 耗材回抽速度,mm/秒 | 45 |
| 回抽装填速度 | 耗材重新引入喷嘴的速度,以毫米/秒为单位。一般与回抽速度一样 | 45 |
| 回抽额外装填量 | 当非挤压结束时,回抽距离会被反转。这个参数经常设置成 0。当然设置为正数,会挤出额外的耗材。 设置成负数,会进一步回抽耗材。 | 0 |
| 回抽 z 轴抬起距离 | 在行程(非挤压)运动期间喷嘴垂直提升的量(以 mm 为单位)。在此移动之后,然后在耗材未缩回/再次准备打印之前恢复正确的 Z 值。 | 不启用 |

4、 代码分析
本节比较抽象,不建议看。
4.1 cura 切片分析
先用 cura 切片,希望得到如下结果:
- 每部分的间隔。
- 四种关键参数在 cura 中的代码应用。
每部分的间隔层数:20 层
分别从A 21B 41C 61D 81E 101
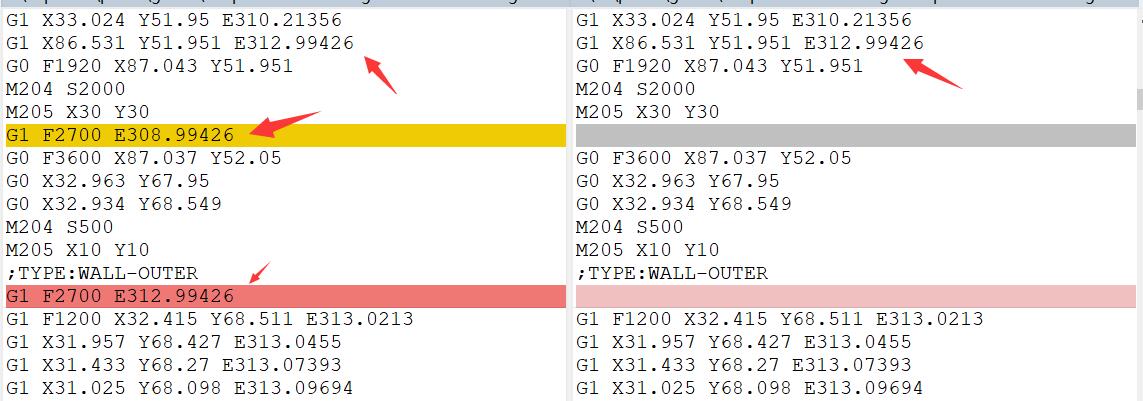
cura 启用回抽与不启用的区别
首先在第一层前面进行了回抽,回抽了-4mm,后面就再也没有回抽。2700/60=45 是设置的回抽速度。
G1 F2700 E-4;LAYER_COUNT:119;LAYER:0.........G1 F2700 E0 ;再经过几行代码后,把E设置成0,这里是打印裙边。
看下面的代码
M204 S2000 ;空驶加速度 2000M204 S500 ; 打印外壁等用到的加速度M205 X30 Y30 ;空驶抖动速度M205 X10 Y10 ;设置第一层,以及抖动的最大打印速度
M204 - 设置启动加速度
- [P
] 打印加速。用于包括拉伸的移动(即使用当前工具)。 - [R
] 缩回加速度。用于挤出机回缩动作。 - [S
] 移动加速度的传统参数。设置打印和行进加速。 - [T
] 行驶加速度。用于不包含拉伸的移动。
下面这个比较复杂
M205 - 设置高级设置: 这里只描述 xy 参数,实际上的参数更多。
4.2 RetractTower.py 代码分析
虽然没学过 python 代码,但是看到这段代码,发现 python 的语法很简单,也很容易懂。下面记录了一下具体的代码逻辑。
看着就手痒,想着是不是把这个代码翻译成 javascript,这样就可以放到网页上运行了。当然现在网上有自动的转换工具关于将 Python 3.5 和更高版本的代码转换为 JavaScript,好奇在 github 上,还发现了js 转 pathon 有 2k 的项目
①②③④⑤⑥⑦⑧⑨⑩⑪⑫⑬⑭⑮⑯⑰⑱⑲⑳
① 公共函数
is_begin_layer_line
4.2 teachingtechYT 代码解析
gcodeprocessing.js文件中
240 行:得到用户输入信息
- 速度都乘上了 60
// collect retraction inputsif(name == "retractionForm") {var a1 = formName.ret_a1.value;var a2 = formName.ret_a2.value*60;var a3 = formName.ret_a3.value;var a4 = formName.ret_a4.value*60;var a5 = formName.ret_a5.value;var b1 = formName.ret_b1.value;var b2 = formName.ret_b2.value*60;var b3 = formName.ret_b3.value;var b4 = formName.ret_b4.value*60;var b5 = formName.ret_b5.value;var c1 = formName.ret_c1.value;var c2 = formName.ret_c2.value*60;var c3 = formName.ret_c3.value;var c4 = formName.ret_c4.value*60;var c5 = formName.ret_c5.value;var d1 = formName.ret_d1.value;var d2 = formName.ret_d2.value*60;var d3 = formName.ret_d3.value;var d4 = formName.ret_d4.value*60;var d5 = formName.ret_d5.value;var e1 = formName.ret_e1.value;var e2 = formName.ret_e2.value*60;var e3 = formName.ret_e3.value;var e4 = formName.ret_e4.value*60;var e5 = formName.ret_e5.value;var f1 = formName.ret_f1.value;var f2 = formName.ret_f2.value*60;var f3 = formName.ret_f3.value;var f4 = formName.ret_f4.value*60;var f5 = formName.ret_f5.value;
629 行:对代码进行了替换
// process user retractionif (name == 'retractionForm') {// A sectiongcode = gcode.replace(/;retract1\nG1 Z[0-9\.]+ F1200/g, ';retract1\n;zhop1');if (a5 > 0) {gcode = gcode.replace(/;zhop1/g, 'G91\nG1 Z' + a5 + ' F1200 ; custom z hop - A\nG90');}gcode = gcode.replace(/;retract1/g, 'G1 E-' + a1 + ' F' + a2 + ' ; custom retraction - A');gcode = gcode.replace(/;unretract1/g,'G1 E' + a3 + ' F' + a4 + ' ; custom un-retraction/prime - A',);// B sectiongcode = gcode.replace(/;retract2\nG1 Z[0-9\.]+ F1200/g, ';retract2\n;zhop2');if (b5 > 0) {gcode = gcode.replace(/;zhop2/g, 'G91\nG1 Z' + b5 + ' F1200 ; custom z hop - B\nG90');}gcode = gcode.replace(/;retract2/g, 'G1 E-' + b1 + ' F' + b2 + ' ; custom retraction - B');gcode = gcode.replace(/;unretract2/g,'G1 E' + b3 + ' F' + b4 + ' ; custom un-retraction/prime - B',);// C sectiongcode = gcode.replace(/;retract3\nG1 Z[0-9\.]+ F1200/g, ';retract3\n;zhop3');if (c5 > 0) {gcode = gcode.replace(/;zhop3/g, 'G91\nG1 Z' + c5 + ' F1200 ; custom z hop - C\nG90');}gcode = gcode.replace(/;retract3/g, 'G1 E-' + c1 + ' F' + c2 + ' ; custom retraction - C');gcode = gcode.replace(/;unretract3/g,'G1 E' + c3 + ' F' + c4 + ' ; custom un-retraction/prime - C',);// D sectiongcode = gcode.replace(/;retract4\nG1 Z[0-9\.]+ F1200/g, ';retract4\n;zhop4');if (d5 > 0) {gcode = gcode.replace(/;zhop4/g, 'G91\nG1 Z' + d5 + ' F1200 ; custom z hop - D\nG90');}gcode = gcode.replace(/;retract4/g, 'G1 E-' + d1 + ' F' + d2 + ' ; custom retraction - D');gcode = gcode.replace(/;unretract4/g,'G1 E' + d3 + ' F' + d4 + ' ; custom un-retraction/prime - D',);// E sectiongcode = gcode.replace(/;retract5\nG1 Z[0-9\.]+ F1200/g, ';retract5\n;zhop5');if (e5 > 0) {gcode = gcode.replace(/;zhop5/g, 'G91\nG1 Z' + e5 + ' F1200 ; custom z hop - E\nG90');}gcode = gcode.replace(/;retract5/g, 'G1 E-' + e1 + ' F' + e2 + ' ; custom retraction - E');gcode = gcode.replace(/;unretract5/g,'G1 E' + e3 + ' F' + e4 + ' ; custom un-retraction/prime - E',);// F sectiongcode = gcode.replace(/;retract6\nG1 Z[0-9\.]+ F1200/g, ';retract6\n;zhop6');if (f5 > 0) {gcode = gcode.replace(/;zhop6/g, 'G91\nG1 Z' + f5 + ' F1200 ; custom z hop - F\nG90');}gcode = gcode.replace(/;retract6/g, 'G1 E-' + f1 + ' F' + f2 + ' ; custom retraction - F');gcode = gcode.replace(/;unretract6/g,'G1 E' + f3 + ' F' + f4 + ' ; custom un-retraction/prime - F',);} else {gcode = gcode.replace(/;retract1\nG1 Z[0-9\.]+ F1200/g, ';retract1\n;zhop1');if (zhop > 0) {gcode = gcode.replace(/;zhop1/g, 'G91;\nG1 Z' + zhop + ' F1200; custom z hop\nG90;');}gcode = gcode.replace(/;retract1/g, 'G1 E-' + retDist + ' F' + retSpeed + ' ; custom retraction');gcode = gcode.replace(/;unretract1/g,'G1 E' + retDistExtra + ' F' + retSpeed + ' ; custom un-retraction/prime',);}